IPC620 线束质量控制的关键点
By Tina / 2024年10月24日
IPC620 线束质量控制的关键点
联系我们 获取 IPC620 英文版印刷书籍
I.线束制造所涉及的流程
线束制造所涉及的工艺包括但不限于
- 切割:指使用机器或手工将电子线或电缆剪切到所需长度,同时不损坏绝缘层或外护套。
- 外护套剥离:外护套通常指电缆护套。外护套剥线机在剥除外护套时不得划伤或切断芯线的绝缘层。
隔热材料上的任何切割、断裂、裂纹或劈裂(未显示)。
u 绝缘厚度减少了 20% 以上。
不平整或破损的绝缘片(裂口、尾巴和标签)
大于绝缘外径的 50% 或
以 1 毫米 [0.039 英寸] 为准。
u 绝缘烧焦 .
u 绝缘层融化到导线股中 .
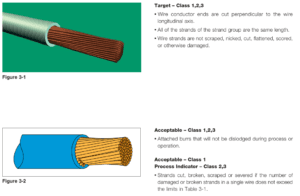
- 芯线剥皮:将芯线剥线机调整到剥线所需的尺寸,小心不要刮伤或切断铜线。
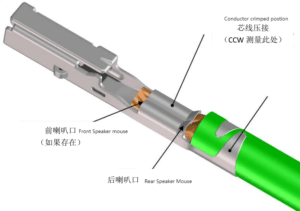
- 压接:根据端子尺寸选择合适的刀片。使用刀片将准备好的导线与端子压接部分压接,确保压接牢固,压接端子的外观和拉力符合标准。
- 装上连接器:将合格的压接端子导线插入匹配的连接器外壳。当连接器完全插入时,会听到清晰的咔嗒声。
- 扭线:将捻线机调整到适当的高度,确保铜线不被压扁或缠结,捻成的导体呈均匀的螺旋状。
- 镀锡:在准备好的导线上涂抹助焊剂,然后在锡槽中镀锡。导体表面应覆盖一薄层焊料,导体股应清晰可见,绝缘层不应烧焦。

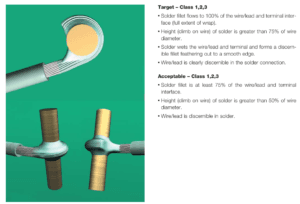
- 焊接:焊接包括锡焊和超声波焊接。锡焊是指用焊料均匀地填充被焊元件,不出现空洞、冷焊或虚焊。
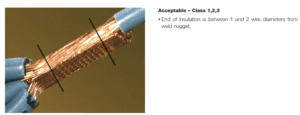
- 超声波焊接是将所需导体放在超声波焊接块上。焊接后,导体表面应与焊接块的轮廓一致,导体不应松动。
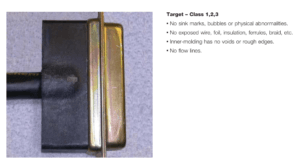
- 预成型:将相应的模具安装到成型机上。成型表面应无气泡、无收缩、无空隙、无毛刺、无裸露的导体绝缘层或编织层。
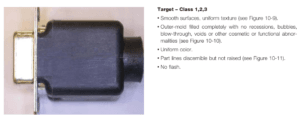
- 外模成型:根据图纸或样品找到相应的模具并确定成型方向。符合图纸要求和规格。外观异常不应影响形状、装配或功能。
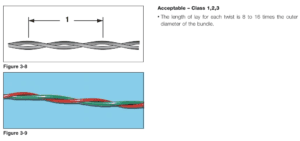
- 绞合:使用绞线机夹住要绞合的导线,并调整到适当的圈数。绞合间距应为导线直径的 8-16 倍,表面应无结节或其他缺陷。
- 贴标签:按照图纸或样品中标明的尺寸和位置贴标签。标签应缠绕 1.5 圈或更多,粘贴牢固,边缘应对齐。
- 电气测试:找到相应的测试夹具,使用样本参数校准机器,确保每个电路的准确性,然后逐一测试成品导线。
II.线束质量控制要点概述
线束的关键质量控制点主要包括切割、剥线、压接和电气测试。这些要点对线束的主要电气功能至关重要,因为它们直接关系到线束的可用性、导电性、安全性和可靠性。
根据生产情况和产品要求,其他特别重要的环节包括焊接、成型和镀锡。这些环节也需要严格控制,以确保线束的整体质量。
关键控制点的重要性
切割:
切割是线束生产的第一步,决定了线束的最终长度和外观。切割的准确性决定了线束的整体效果和后续加工的顺利进行,对整个生产过程有着重要影响。
芯线剥线:
其重要性在于完全去除绝缘层而不损坏内部铜线。铜线破损会影响电流承载能力,可能达不到最小电流承载范围。它还会影响线束的电气性能,导致短路或开路。它还会影响后续工序,从而影响整个生产流程的进度。铜线是关键的导电部件,任何损坏都会直接影响线束的电气性能。
压接:
压接是将导线和端子连接在一起的过程。进行拉力测试以确保导线压接牢固(请参阅拉力测试表)。拉力不足可能会导致在后续使用过程中松动或脱落,从而造成开路和电气中断。过大的拉力会使端子变形,导致端子外观不佳,并可能损坏铜线,从而在后续使用中导致断线。进行横截面分析是为了检查铜线在端子导体压接处的均匀分布情况,并确保有足够的接触面积以实现良好的导电性。
电气测试:
电气测试是一个全面的检验过程,以确保线束中每个电路的正确性和导电性。它确保线束的每个部件都符合电气性能要求,包括电阻、导电性和电路正确性。每个产品都需要进行 100% 电气测试,以确保产品的可靠性和正确性。