Teflon PTFE PFA flat ribbon zip wire and cable
By Tina / 2025年4月23日
The Power of Teflon: A Deep Dive into PTFE and PFA Ribbon Zip Wires and Cables
In the realm of modern electrical engineering, Teflon has emerged as a transformative material, fundamentally altering our understanding and usage of wires and cables. Polytetrafluoroethylene (PTFE) and Perfluoroalkoxy (PFA), the scientific names for these advanced polymers, have set new benchmarks in terms of performance and reliability. With their extraordinary heat resistance, chemical stability, and electrical insulation properties, PTFE and PFA ribbon zip wires and cables are indispensable in high-performance environments. As the demand for superior electrical components continues to surge, delving into the complexities of Teflon-based cables unveils how these materials are more than just conduits; they are crucial to ensuring safety, efficiency, and longevity in a myriad of applications ranging from consumer electronics to critical industrial systems.
Understanding the profound impact of PTFE and PFA on the electrical industry requires a comprehensive exploration of their unique properties, the production processes involved, the reasons behind their distinct features, and their extensive range of applications. This in-depth analysis will illuminate how these materials have revolutionized electrical wiring and cabling, providing the backbone for technological advancements across numerous sectors.
The Unique Properties of PTFE and PFA
PTFE and PFA possess a set of remarkable properties that make them stand out in the world of polymers. One of the most notable characteristics of PTFE is its exceptional thermal resistance. Capable of withstanding temperatures up to 260°C (500°F), PTFE does not degrade or lose its mechanical properties under extreme heat. This makes it an ideal material for applications where high temperatures are a constant concern. Similarly, PFA shares this thermal resilience but offers slightly better mechanical strength and flexibility, making it suitable for dynamic environments where cables need to endure both heat and motion.
Another critical property of PTFE and PFA is their chemical inertness. These materials exhibit an extraordinary resistance to a wide range of chemicals, including acids, bases, and solvents. This chemical inertia ensures that PTFE and PFA cables can operate in harsh chemical environments without corroding or degrading. This is particularly important in industries such as chemical processing, pharmaceuticals, and aerospace, where exposure to aggressive substances is common.
Furthermore, PTFE and PFA are renowned for their excellent electrical insulation properties. With low dielectric constants and high dielectric strength, these materials provide superior insulation, minimizing the risk of electrical failures and enhancing the overall safety of electrical systems. The combination of these properties – thermal resistance, chemical inertness, and electrical insulation – makes PTFE and PFA indispensable in high-performance electrical applications, where reliability and durability are paramount.
Teflon PTFE Ribbon Cable Production Process
The production process of PTFE ribbon cables is a sophisticated and meticulously controlled procedure that ensures the highest quality and performance standards. The process begins with the synthesis of PTFE resin through the polymerization of tetrafluoroethylene monomers. This polymerization results in a highly stable and chemically inert polymer that forms the basis of PTFE cables.
Once the PTFE resin is synthesized, it undergoes a series of extrusion processes to form the ribbon cables. Unlike conventional thermoplastics, PTFE cannot be melted and extruded in the same manner due to its high melting point. Instead, a technique known as paste extrusion is employed. In this method, the PTFE resin is mixed with a lubricating agent to form a paste, which is then extruded through a die to create the desired cable shape. The extruded cable is subsequently subjected to a sintering process, where it is heated to temperatures above its crystalline melting point to fuse the particles together, resulting in a solid and uniform cable.
For PFA ribbon cables, the production process is slightly different. PFA is a melt-processable fluoropolymer, meaning it can be extruded using conventional thermoplastic extrusion techniques. The PFA resin is melted and extruded through a die to form the ribbon cables, which are then cooled and solidified. This process allows for greater flexibility in cable design and manufacturing, making PFA cables suitable for a wide range of applications.
Throughout the production process, stringent quality control measures are implemented to ensure that the cables meet the required specifications. This includes testing for electrical properties, mechanical strength, and chemical resistance. The result is a high-performance cable that can withstand the demanding conditions of modern electrical applications.
Why Teflon Flat Ribbon Zip Wire Only Has One Color, Need to Identify Pin Position by Cable Marking
One of the distinguishing features of Teflon zip wire is that it typically comes in a single color, usually white. This might seem puzzling at first, especially when compared to other types of electrical wiring that are available in a variety of colors for easy identification. However, there are specific reasons behind this uniformity in color, and understanding them sheds light on the unique characteristics of Teflon zip wire.
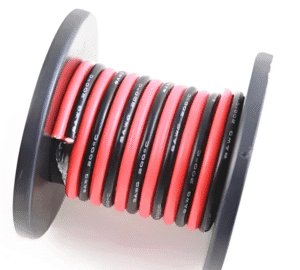
The primary reason for the single-color design is related to the production process and the properties of PTFE and PFA. These materials are inherently resistant to dyes and pigments due to their chemical inertness. Adding color to PTFE and PFA during the manufacturing process can compromise their performance, particularly their thermal and chemical resistance. Therefore, to maintain the integrity and superior properties of the cables, they are left in their natural color, which is typically white.
To address the challenge of identifying individual wires in a bundle, manufacturers use cable marking techniques. This involves printing or etching unique codes, numbers, or symbols on the surface of each wire. These markings provide a reliable method of identification without affecting the cable’s performance. Additionally, cable markers or sleeves can be used to label the wires at specific intervals, further aiding in identification and organization during installation and maintenance.
This approach not only preserves the exceptional properties of Teflon zip wire but also ensures that the cables can be easily identified and traced, even in complex wiring systems. It highlights the meticulous attention to detail in the design and manufacturing of Teflon-based cables, where performance and reliability are prioritized above all else.
Melt Teflon PTFE and PFA Temperature of Extrusion
The extrusion process for PTFE and PFA cables involves precise control of temperatures to ensure optimal performance and quality. One of the key aspects of this process is the melting temperature, which differs significantly between PTFE and PFA due to their distinct molecular structures.
PTFE, known for its high melting point, requires temperatures above 327°C (620°F) for sintering. However, during the paste extrusion process, the PTFE paste is not actually melted in the conventional sense. Instead, it is formed under pressure and then sintered at high temperatures to fuse the particles together. This sintering process is critical for achieving the uniformity and strength required for high-performance PTFE cables. The entire process is carefully monitored to prevent any degradation of the material, ensuring that the final product retains its exceptional thermal and chemical resistance.
In contrast, PFA is a melt-processable fluoropolymer with a lower melting point of around 305°C (581°F). This allows PFA to be extruded using conventional thermoplastic extrusion techniques. The PFA resin is melted and extruded through a die at controlled temperatures to form the ribbon cables. The ability to melt and process PFA in this manner provides greater flexibility in manufacturing and allows for more complex cable designs. The extrusion temperatures are meticulously regulated to maintain the material’s properties and ensure consistent quality in the final product.
The precise control of extrusion temperatures for both PTFE and PFA is essential for producing high-performance cables that meet the demanding requirements of modern electrical applications. These processes highlight the advanced manufacturing techniques employed in the production of Teflon-based cables, ensuring that they deliver unmatched reliability and durability in even the most challenging environments.
Applications of PTFE and PFA Ribbon Zip Wires and Cables
The unique properties of PTFE and PFA have led to their widespread adoption in a variety of high-performance applications. These materials are particularly well-suited for environments where extreme temperatures, aggressive chemicals, and high electrical demands are common. The following sections explore some of the key industries and applications where PTFE and PFA ribbon zip wires and cables play a crucial role.
Aerospace and Defense
In the aerospace and defense industries, reliability and performance are paramount. PTFE and PFA cables are extensively used in aircraft, spacecraft, and military equipment due to their ability to withstand extreme temperatures and harsh environmental conditions. These cables provide critical connections for avionics, communication systems, and power distribution, ensuring the safe and efficient operation of complex systems. The excellent electrical insulation properties of PTFE and PFA also contribute to the overall safety and reliability of these applications.
Chemical Processing and Pharmaceuticals
The chemical processing and pharmaceutical industries often involve exposure to aggressive chemicals and high temperatures. PTFE and PFA cables are ideal for these environments due to their exceptional chemical resistance and thermal stability. These cables are used in various applications, including instrumentation, control systems, and power distribution, where they ensure reliable performance and longevity. The inert nature of PTFE and PFA also makes them suitable for use in cleanroom environments, where contamination must be minimized.
Automotive and Transportation
The automotive and transportation sectors demand high-performance materials that can withstand harsh conditions and ensure the safety and reliability of vehicles. PTFE and PFA cables are used in various automotive applications, including engine compartments, transmission systems, and electronic control units. Their heat resistance, chemical inertness, and electrical insulation properties make them ideal for these demanding environments. Additionally, the flexibility and durability of PTFE and PFA cables contribute to the overall performance and longevity of automotive systems.
Elettronica di consumo
In the consumer electronics industry, the miniaturization and increased performance of devices require materials that can deliver high reliability and efficiency. PTFE and PFA cables are used in various electronic applications, including computers, smartphones, and wearable devices. Their excellent electrical insulation properties, combined with their thermal and chemical resistance, ensure the safe and efficient operation of electronic components. The flexibility and durability of these cables also contribute to the overall performance and longevity of consumer electronic devices.
Energy and Power Generation
The energy and power generation industries require materials that can withstand extreme conditions and ensure the reliable transmission of power. PTFE and PFA cables are used in various applications, including power plants, renewable energy systems, and electrical grids. Their exceptional thermal resistance, chemical inertness, and electrical insulation properties make them ideal for these demanding environments. The high performance and durability of PTFE and PFA cables contribute to the overall efficiency and reliability of energy and power generation systems.
Medical Devices
The medical device industry requires materials that can ensure the safety and reliability of critical equipment. PTFE and PFA cables are used in various medical applications, including imaging systems, diagnostic equipment, and surgical instruments. Their biocompatibility, chemical resistance, and electrical insulation properties make them suitable for these sensitive environments. The flexibility and durability of PTFE and PFA cables also contribute to the overall performance and longevity of medical devices.
Telecomunicazioni
The telecommunications industry relies on high-performance materials to ensure the reliable transmission of data and signals. PTFE and PFA cables are used in various telecommunications applications, including satellite systems, data centers, and network infrastructure. Their excellent electrical insulation properties, combined with their thermal and chemical resistance, ensure the safe and efficient operation of telecommunications equipment. The flexibility and durability of these cables also contribute to the overall performance and longevity of telecommunications systems.
Automazione industriale
The industrial automation sector requires materials that can withstand harsh conditions and ensure the reliable operation of automated systems. PTFE and PFA cables are used in various industrial applications, including robotics, control systems, and machinery. Their exceptional thermal resistance, chemical inertness, and electrical insulation properties make them ideal for these demanding environments. The flexibility and durability of PTFE and PFA cables contribute to the overall performance and longevity of industrial automation systems.
Marine and Offshore
The marine and offshore industries require materials that can withstand harsh environmental conditions, including saltwater exposure and extreme temperatures. PTFE and PFA cables are used in various marine applications, including ships, submarines, and offshore platforms. Their exceptional chemical resistance, thermal stability, and electrical insulation properties make them ideal for these demanding environments. The flexibility and durability of PTFE and PFA cables contribute to the overall performance and longevity of marine and offshore systems.
Renewable Energy
The renewable energy sector relies on high-performance materials to ensure the efficient and reliable generation of energy from renewable sources. PTFE and PFA cables are used in various renewable energy applications, including wind turbines, solar panels, and hydroelectric systems. Their exceptional thermal resistance, chemical inertness, and electrical insulation properties make them ideal for these demanding environments. The high performance and durability of PTFE and PFA cables contribute to the overall efficiency and reliability of renewable energy systems.
Conclusione
The power of Teflon, embodied in PTFE and PFA ribbon zip wires and cables, is truly transformative. These advanced polymers have set new standards in electrical engineering, providing unmatched reliability and durability in a wide range of high-performance applications. From aerospace and defense to consumer electronics and renewable energy, PTFE and PFA cables play a crucial role in ensuring the safe and efficient operation of modern technologies.
The unique properties of PTFE and PFA – including their exceptional thermal resistance, chemical inertness, and electrical insulation capabilities – make them indispensable in environments where performance and reliability are paramount. The sophisticated production processes and meticulous quality control measures employed in the manufacture of these cables ensure that they meet the highest standards of performance and durability.
As industries continue to evolve and demand more from their electrical components, the importance of materials like PTFE and PFA will only grow. By unraveling the intricacies of Teflon-based cables, we gain a deeper understanding of how these innovative materials are not just wires and cables, but essential lifelines that support the ever-advancing landscape of technology.