Le point clé du contrôle de la qualité du faisceau de câbles IPC620
Par Tina / 2024年10月24日
Le point clé du contrôle de la qualité du faisceau de câbles IPC620
Contactez nous pour obtenir le livre imprimé IPC620 version anglaise
I. Processus de fabrication des faisceaux de câbles
Les processus impliqués dans la fabrication des faisceaux de câbles comprennent, mais ne sont pas limités à :
- Coupe : Il s'agit de couper des fils ou des câbles électroniques à la longueur voulue, à l'aide de machines ou manuellement, sans endommager l'isolation ou la gaine extérieure.
- Dénudage de la gaine extérieure : La gaine extérieure fait généralement référence à la gaine du câble. La machine de dénudage de la gaine extérieure ne doit pas rayer ou couper l'isolation des fils d'âme lors du dénudage de la gaine extérieure.
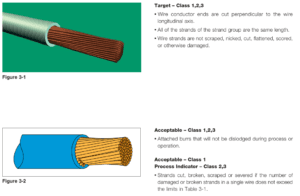
Coupures, ruptures, fissures ou fentes dans l'isolation (non illustrées).
u L'épaisseur de l'isolation est réduite de plus de 20% .
u Morceaux d'isolant irréguliers ou déchiquetés (effilochages, queues et étiquettes)
sont supérieures à 50% du diamètre extérieur de l'isolant ou
1 mm [0.039 in], la plus grande valeur étant retenue .
u L'isolation est carbonisée .
u L'isolant est fondu dans les fils.
- Dénudage des fils de cuivre : Réglez la machine à dénuder les fils d'âme à la taille requise pour le dénudage, et veillez à ne pas rayer ou couper les fils de cuivre.
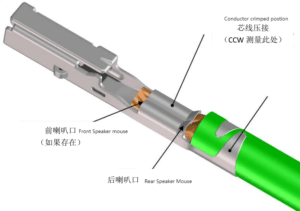
- Sertissage : Choisir la lame appropriée en fonction de la taille de la cosse. Sertir le fil préparé avec la partie à sertir de la borne à l'aide de la lame, en veillant à ce que le sertissage soit ferme et que l'aspect et la force de traction de la borne sertie soient conformes aux normes.
- Mettre en place le connecteur : Insérer les fils terminaux qualifiés et sertis dans le boîtier du connecteur correspondant. Un clic clair se fait entendre lorsque le connecteur est complètement inséré.
- Torsion de fils : Réglez la machine à tordre les fils à la hauteur appropriée pour vous assurer que les fils de cuivre ne sont pas aplatis ou emmêlés, et que le conducteur torsadé a une forme de spirale uniforme.
- Étamage : Appliquer le flux sur les fils préparés et les étamer dans un bain d'étain. La surface du conducteur doit être recouverte d'une fine couche de soudure, les brins du conducteur doivent être discernables et l'isolation ne doit pas être brûlée.

- Soudure : Le brasage comprend le brasage à l'étain et le soudage par ultrasons. Le brasage à l'étain consiste à remplir uniformément de métal d'apport les composants soudés, sans vide, sans soudure à froid ou fausse soudure.
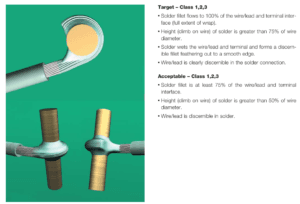
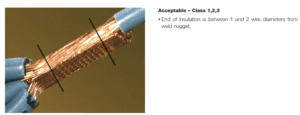
- Le soudage par ultrasons consiste à placer le conducteur requis sur le bloc de soudage par ultrasons. Après le soudage, la surface du conducteur doit suivre le contour du bloc de soudage et il ne doit pas y avoir de conducteurs détachés.
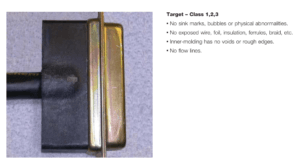
- Pré-moulage : Installer le moule correspondant sur la machine à mouler. La surface moulée doit être exempte de bulles, de retassures, de vides, de bavures et d'isolations ou de tresses de conducteurs exposées.
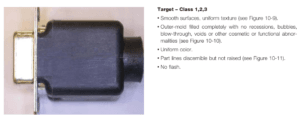
- Moulage extérieur : Trouver le moule correspondant et déterminer la direction du moulage sur la base du dessin ou de l'échantillon. Respecter les exigences et les spécifications du dessin. Les anomalies d'apparence ne doivent pas affecter la forme, l'assemblage ou la fonction.
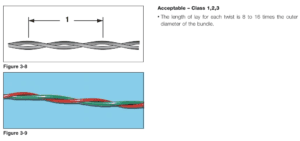
- Câblage : Utiliser une toronneuse pour serrer les fils à toronner et les ajuster au nombre de tours approprié. Le pas de câblage doit être de 8 à 16 fois le diamètre du fil, et la surface doit être exempte de nœuds ou d'autres défauts.
- Étiquetage : Appliquez les étiquettes conformément aux dimensions et à la position indiquées dans le dessin ou l'échantillon. L'étiquette doit être enroulée sur 1,5 tour ou plus, bien collée, et les bords doivent être alignés.
- Essais électriques : Trouver le dispositif d'essai correspondant, utiliser les paramètres de l'échantillon pour calibrer la machine afin de garantir la précision de chaque circuit, puis tester les fils finis un par un.
II. Aperçu des principaux points de contrôle de la qualité des faisceaux de câbles
Les principaux points de contrôle de la qualité des faisceaux de câbles comprennent principalement la coupe, le dénudage, le sertissage et les essais électriques. Ces points sont essentiels pour les principales fonctions électriques du faisceau de câbles, car ils sont directement liés à la facilité d'utilisation, à la conductivité, à la sécurité et à la fiabilité du faisceau.
D'autres points particulièrement importants, en fonction de la situation de production et des exigences du produit, sont le soudage, le moulage et l'étamage. Ces points nécessitent également un contrôle strict afin de garantir la qualité globale du faisceau de câbles.
Importance des points de contrôle clés
Découpage :
La coupe est la première étape de la production d'un faisceau de câbles et détermine la longueur et l'apparence finales du faisceau. La précision de la coupe détermine l'efficacité globale du harnais et le bon déroulement des opérations ultérieures, ce qui a un impact significatif sur l'ensemble du processus de fabrication.
Dénudage de fils à âme :
Son importance réside dans l'élimination complète de la couche d'isolation sans endommager les fils de cuivre internes. Les fils de cuivre cassés affectent la capacité de transport du courant et risquent de ne pas respecter la plage minimale de transport du courant. Ils affectent également les performances électriques du faisceau de câbles, entraînant des courts-circuits ou des circuits ouverts. Ils peuvent également affecter les processus ultérieurs, ce qui a un impact sur l'avancement de l'ensemble du processus de production. Les fils de cuivre sont les principaux composants conducteurs et tout dommage affecte directement les performances électriques du faisceau de câbles.
Sertissage :
Le sertissage est le processus d'assemblage du fil et de la borne. Un test de force de traction est effectué pour s'assurer de la fermeté du sertissage du fil (voir le tableau de test de force de traction). Une force de traction insuffisante peut entraîner un desserrage ou un détachement lors d'une utilisation ultérieure, ce qui provoque des circuits ouverts et des discontinuités électriques. Une force de traction excessive déforme la borne, ce qui lui donne un aspect médiocre et risque d'endommager les fils de cuivre, entraînant leur rupture lors d'une utilisation ultérieure. L'analyse de la section transversale permet de vérifier la distribution uniforme des fils de cuivre au niveau du sertissage du conducteur de la borne et d'assurer une surface de contact suffisante pour une bonne conductivité.
Essais électriques :
L'essai électrique est un processus d'inspection complet visant à garantir l'exactitude et la conductivité de chaque circuit du faisceau de câbles. Il garantit que chaque partie du faisceau de câbles répond aux exigences de performance électrique, y compris la résistance, la conductivité et l'exactitude du circuit. Chaque produit doit faire l'objet d'un essai électrique 100% afin de garantir sa fiabilité et son exactitude.